「シンクロ納入」の版間の差分
編集の要約なし |
(→参考) |
||
| (2人の利用者による、間の17版が非表示) | |||
| 1行目: | 1行目: | ||
[[日産生産方式]]において、生産計画上の組立順序が確定しても、実際には生産日Nに対して、N-4からN-1に開始される[[ | [[日産生産方式]]において、生産計画上の組立順序が確定しても、実際には生産日Nに対して、N-4からN-1に開始される[[ボディ溶接]]及び[[塗装完キャブ|塗装工程]]の進捗により数%の誤差があり、組立順序の最終確定は、生産日にボディが[[PCS|塗装済みボディ置き場]]を出た時点である。この時点で、サプライヤーに組立順序を配信し、[[シンクロ生産]]により、車両組立の順序通りに部品納入する方式を、シンクロ納入と呼ぶ。シートやインパネモジュールなどの大物部品が該当する。納入から組み付けまでの[[リードタイム]]は長くても3時間程度である。シンクロ納入方式が、最も高いレベルで車両組立プロセスとの生産同期化が要求される。<ref>MMRC No.295 日産生産方式と受注生産ートヨタとの比較を通じてー 2010年3月 東京大学ものづくり経営研究センター</ref> | ||
[[トヨタ生産方式]]の場合、前述の、「ボディ溶接-塗装工程」における進捗の誤差を吸収するため、「ボディライン-塗装ライン」の後に、明確に「バッファ(約30台分)」を用意している。最終組立ラインへは、投入指示に基づきバッファから車両が送り出される。<ref>トヨタ生産方式を支える最適化手法に関する研究 名古屋工業大学</ref>バッファを設ける理由としては、日産の場合と同様に、塗装工程における進捗誤差の吸収とされている。 | |||
マツダの場合は、[[計画順序生産]]において、塗装順に組立てることを絶対的な目標としている。 | |||
== 参考 == | |||
[[file:アクチュアル順序生産.png|800px|center|link=]] | |||
== 出典 == | |||
<references /> | |||
== 関連項目 == | |||
[[デイリー納入]]<br> | |||
[[アクチュアル順序納入]] | |||
[[category:新しい記事対象]] | [[category:新しい記事対象]] | ||
__NOTOC__ | |||
2016年6月3日 (金) 01:12時点における最新版
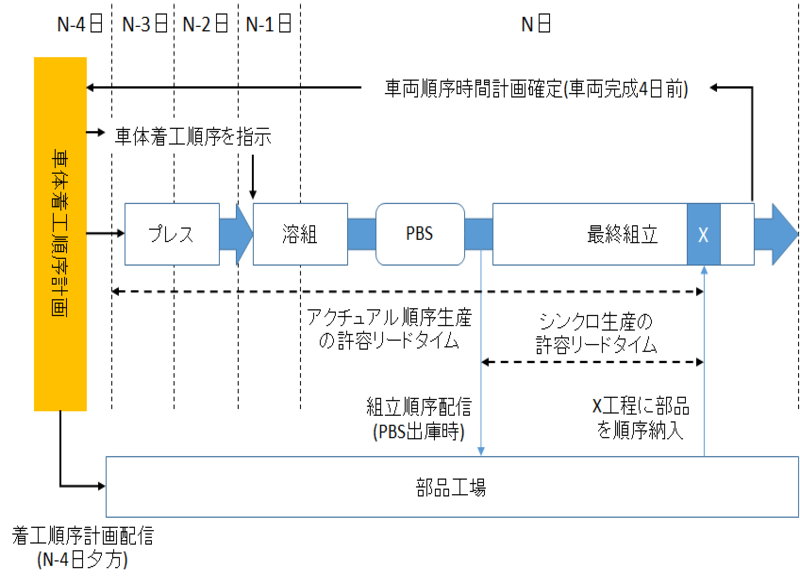
日産生産方式において、生産計画上の組立順序が確定しても、実際には生産日Nに対して、N-4からN-1に開始されるボディ溶接及び塗装工程の進捗により数%の誤差があり、組立順序の最終確定は、生産日にボディが塗装済みボディ置き場を出た時点である。この時点で、サプライヤーに組立順序を配信し、シンクロ生産により、車両組立の順序通りに部品納入する方式を、シンクロ納入と呼ぶ。シートやインパネモジュールなどの大物部品が該当する。納入から組み付けまでのリードタイムは長くても3時間程度である。シンクロ納入方式が、最も高いレベルで車両組立プロセスとの生産同期化が要求される。[1]
トヨタ生産方式の場合、前述の、「ボディ溶接-塗装工程」における進捗の誤差を吸収するため、「ボディライン-塗装ライン」の後に、明確に「バッファ(約30台分)」を用意している。最終組立ラインへは、投入指示に基づきバッファから車両が送り出される。[2]バッファを設ける理由としては、日産の場合と同様に、塗装工程における進捗誤差の吸収とされている。
マツダの場合は、計画順序生産において、塗装順に組立てることを絶対的な目標としている。
参考